 Переборка двигателя – продолжение
Переборка двигателя – продолжение


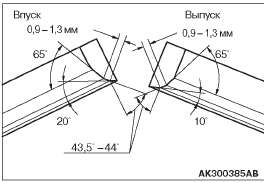
2. Для правки сёдел, с целью получения фасок нужной ширины и под нужным углом, используется специальный инструмент (фреза или абразивная головка).
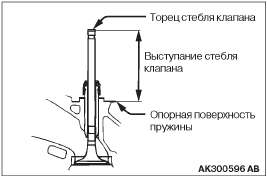
3. После правки седла нужно притереть клапан, используя специальную пасту. После этого измерьте высоту выступания стерженя клапана (см. под заголовком СЁДЛА КЛАПАНОВ в разделе ПРОВЕРКА).
ЗАМЕНА СЁДЕЛ
1. Прорежьте изнутри седло, подлежащее замене, оставив лишь небольшой массив металла. Выньте остатки седла.
2. Расточите посадочное место в головке цилиндров под выбранный ремонтный размер нового седла.
Диаметр посадочного места под седло
впускного клапана ремонтный +0,3: 30,30 – 30,32 мм ремонтный +0,6: 30,60 – 30,62 мм
Диаметр посадочного места под седло
выпускного клапана ремонтный +0,3: 28,30 – 28,32 мм ремонтный +0,6: 28,60 – 28,62 мм
3. Чтобы не задрать посадочное место
в головке, перед посадкой нужно охладить клапанное седло в жидком азоте.
4. Прорежьте фаски седла до нужной ширины и угла (см. ПРАВКА СЁДЕЛ)
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
1. Используя пресс, извлеките втулки из головки цилиндров
АВНИМАНИЕ
Не следует запрессовывать в головку цилиндров втулки с таким же наружным диаметром.
2. Разверните или расточите гнёзда втулок
в головке под втулки выбранного ремонтного размера.
Диаметры гнёзд под ремонтные втулки: ремонтный +0,05: 10,55 – 10,57 мм ремонтный +0,25: 10,75 – 10,77 мм ремонтный +0,50: 11,00 – 11,02 мм
АВНИМАНИЕ
• Втулки устанавливаются в головку цилиндров со стороны её верхней плоскости.
• Втулки впускных и выпускных клапанов имеют различную длину.
Длина направляющих втулок Впускной: 48 мм Выпускной 55 мм
3. Запрессуйте втулки в головку так, чтобы они выступали на оговорённую величину.
Номинальное значение: 22,7 - 23,3 мм